A forensic audit of the industrial decision that decided World War II, November 8th, 1942, 12:01 a.m., Richmond, California. The first keel plate of a new Liberty ship drops into position at Kaiser Permanente Metal Shipyard number two. The workers are on a double shift. The floodlights burn against the night fog rolling in off San Francisco Bay.
Henry Kaiser has promised something that the naval architects in Washington called impossible, and the German engineers monitoring Allied production from Hamburg called improbable, and the workers on the floor at Richmond simply called the job. Four days, 15 hours, and 29 minutes later, the SS Robert E.
Peary slides down the ways into the bay. A ship built in under five days from raw steel to floating hull. The press called it a stunt. The Navy called it a demonstration. Kaiser called it an incentive ship, proof of what prefabricated, standardized, welded construction could achieve when you applied the American system of manufacturers to a shipyard instead of a gun factory.
The German naval attaché in a neutral country read the wire report and filed a memorandum to Berlin. The memorandum survives in the captured records of the Kriegsmarine. It states in the careful language of a professional intelligence officer who has just seen something that challenges his prior assumptions.
The Americans appear to have developed a construction method that, if replicated at scale, will produce Liberty ships faster than our submarines can sink them. He was right, but he was also wrong about the most important thing. The Liberty ship was not the method. The Liberty ship was the output of the method.
The method was older than Kaiser, older than Detroit, older than Ford and and assembly lines. The method had been developed by a man named John Hall in a federal armory in western Virginia between 1817 and 1837, and it had taken him 20 years to make it work. And when it finally worked, it changed everything.
Though the world would not fully understand what it changed until 1944 in the fields of Normandy when American mechanics were swapping Sherman tank engines in 4 hours and German mechanics trying to do the same with a panther were looking at a 16-hour job and wondering if they had the right crane. This is the forensic audit of that method, of where it came from, what it required, what it produced, and what it destroyed.
January 1801, Washington City, District of Columbia. Eli Whitney lays the components of 10 muskets on a table in front of President John Adams and Vice President Thomas Jefferson. He invites Jefferson, a man who understands machinery, who has watched European craftsmen work, who knows what a precision instrument looks like, to select parts at random and assemble a working firearm. Jefferson selects.
He assembles. The musket works. The room is impressed. Whitney has demonstrated interchangeable manufacture, the principle that components produced in sufficient quantity to a sufficient standard will fit together without individual adjustment, without the file and the caliper, without the master gunsmith standing over the assembly and coaxing each part into place.
Except he had not demonstrated this at all. The historian Merritt Roe Smith, researching the records of the Harpers Ferry Armory for his definitive study of the facility, established what Whitney had actually done. He had preselected the 10 musket’s components. He had hand-fitted them in his Connecticut workshop, marked them with his own notation system, and arranged them on the table in the specific combination that he knew would work.
His production muskets, the ones being assembled in his New Haven factory by his actual workers, were not built to interchangeable tolerances. They were assembled by skilled craftsmen who used files and fitting gauges to make each component seat correctly in each individual weapon because the components as machined were not consistent enough to assemble any other way.
Whitney was, in a word that carries no moral judgment, a fraud. He understood what the government wanted and he gave them a demonstration of it. He did not give them the reality. The reality would take another man working in obscurity for two decades to produce. His name was John H. Hall. He was a gunsmith from Portland, Maine who in 1817 received a contract from the United States Ordnance Department to produce his patented breech-loading rifle at the Federal Armory at Harpers Ferry, Virginia.
Hall was not interested in building a better rifle, exactly. The breech-loading mechanism was an improvement over the muzzle loader, but that was not Hall’s obsession. His obsession was the problem that Whitney had pretended to solve. How do you manufacture parts that genuinely interchange? The answer, Hall concluded, was not about the machining.
It was about the gauging. You could machine a part to whatever dimensions your drawing specified, but unless you had a way to verify quickly, reliably, without the judgment of a skilled craftsman that the part you had just machined was within the tolerance range that permitted it to be assembled with any other part from any other batch, you had not solved the problem.
You had just made a part. Whether it interchanged with other parts was still a question of luck and skill. Hall spent 20 years building the gauges. Not one gauge, a system of gauges. Hardened steel instruments precision ground to reference dimensions that an inspector could apply to a finished part and determine in a single physical operation whether the part was acceptable or not.
Not acceptable according to anyone’s judgment, acceptable according to the physics of whether the gauge seated or did not seat. Passed or did not pass. The gauge carried the judgment. The inspector applied the gauge. The result was binary, in tolerance or out. He built specialized machine tools to match, jig borers, milling fixtures, drilling guides, each one designed to hold a component in precisely the same relationship to the cutting tool on every operation, removing the variation that human skill introduces when a craftsman positions a part by hand.
>> He established the discipline of discarding parts that failed the gauge rather than filing them to fit. He put suppliers on notice when the rejection rates were too high. He enforced, year after year, the principle that a part that did not pass the gauge was not an acceptable part that needed minor adjustment.
It was a defective part that needed to be thrown away. By 1824, visitors to Harpers Ferry could do what Jefferson had appeared to do in 1801, select rifle components at random from production bins and assemble working firearms without any fitting. Not because Hall’s parts were perfectly identical, no manufactured part is perfectly identical to any other, but because they had all been produced within tolerances tight enough that the variation was irrelevant to function.
The parts interchange because the gauges said they would. This was the intellectual achievement that preceded everything else. Not a machine, not a material, a different understanding of what manufacturing was for. Manufacturing was not for producing excellent objects. Manufacturing was for producing parts defined by their relationship to every other part in the system that anyone could assemble and maintain anywhere without the master craftsman who had originally made them.
When Britain held the Crystal Palace exhibition in 1851, American gun makers displayed revolvers and rifles that stunned the European visitors. A parliamentary committee visited Springfield in 1853 and placed orders for American machine tools to re-equip the Royal Small Arms Factory at Enfield. The technology crossed the Atlantic.
The culture did not. European industry kept the facharbeiter, the skilled craftsman, at the heart of every workshop. German industry above all. A part made on a German lathe was finished by a man with a micrometer and a file. He took pride in making it fit. He was a professional and his skill was a cultural value.

And he was, in his own way, the best in the world at what he did. He was also, 90 years later, the reason a Panther tank sat broken on the road to Bastogne while a Sherman returned to the line in 4 hours. May 1940, the Oval Office, Washington. France is collapsing. The British Army is retreating toward Dunkirk.
Roosevelt is looking at maps that tell him Germany has just demonstrated the most effective military operation in modern history. And he is asking his advisers a question that no president has had to ask before. Who in this country can actually build what we are going to need? Bernard Baruch, the financier, the adviser who had run war production in 1917 gives him the answer in three words, Bill Knudsen. Bill Knudsen.
Bill Knudsen. William Signius Knudsen had arrived in New York Harbor in 1900 at the age of 20, a Danish immigrant with no money, no connections, and no formal engineering education. He had gone to work in a bicycle factory on the Brooklyn waterfront and learned machinery from the inside. He had moved to the Ford Motor Company and risen under Henry Ford himself, organizing the assembly lines at Highland Park that turned the Model T from a rich man’s toy into a vehicle that working Americans could buy.
When Ford’s company became too small for Knudsen’s capabilities and Ford’s temperament too difficult for Knudsen’s patience, he moved to General Motors and had become its president by 1937. He understood industrial production the way a musician understands music, not as a set of rules to be followed, but as a system with its own internal logic, its own constraints and possibilities, its own aesthetic of what was right and what was wrong.
Roosevelt offered him the job of running American war production. Knudsen took a salary of $1 a year. Knudsen had a creed that he stated whenever anyone asked him how production worked. Speed produces nothing in manufacturing. Accuracy is the only straight line to greater production. At every plant he had run, he was known for a specific habit that his subordinates discussed with the mixture of respect and wariness that attaches to a manager whose principles are absolute.
When he walked a production floor and saw a worker using a file or a hammer to make a part fit, he confiscated the tool. The part was thrown out, not adjusted, not modified, discarded. The supplier who had sent the part was put on notice. This was not pedantry. It was Hall’s principle, a century and more after Harpers Ferry.
a part that does not pass the gauge is not a part that needs minor work. It is evidence that the manufacturing process has failed, and the manufacturing process must be corrected, not the individual part. >> Starting in 1940, Knudsen pushed that principle into every weapons contract in the United States. Every plant that wanted to build for the army had to meet tolerance specifications that Knudsen’s office set and his inspectors enforced.
Every supplier that wanted to stay in the program had to maintain rejection rates below the thresholds that Knudsen’s engineers established. Every sub-assembly had to be designed so that it could be assembled by a worker who had been trained in weeks, not years, because the workers who would be building American weapons were not master craftsmen.
They were men and women who had been assembling automobiles and washing machines and refrigerators, and who would be building tanks and aircraft and ships on schedules that did not allow for the years of apprenticeship that precision craftsmanship required. He needed tanks. The United States Army in 1940 had 464 tanks, almost all of them obsolete.
He called K.T. Keller at Chrysler. He called Albert Kahn, the industrial architect who had designed the Ford Rouge complex and the Highland Park plant, and Kahn drew plans for a tank factory on 113 acres of farmland in Warren Township, Michigan, just north of Detroit. Ground was broken in September 1940. The first M3 Lee tank rolled off the line on April 24th, 1941.
The roof was still unfinished. The Detroit Tank Arsenal was five city blocks long and two wide. 1,000 machine tools, 8,000 specialized jigs and fixtures. In December 1942, it produced 97 Sherman tanks in a single month. By V-E Day, Chrysler had built 25,059 tanks at Warren and refunded $50 million to the Treasury for coming in under projected costs.
10 other factories joined Chrysler. Fisher Body in Grand Blanc, Michigan, 11,358 Shermans. Pressed Steel Car in Illinois, 8,147. Pullman Standard in Pennsylvania, 3,426. American Locomotive in Schenectady, Ford at Highland Park, Lima Locomotive in Ohio. Baldwin Locomotive in Philadelphia. Pacific Car and Foundry in Bellevue, Washington.
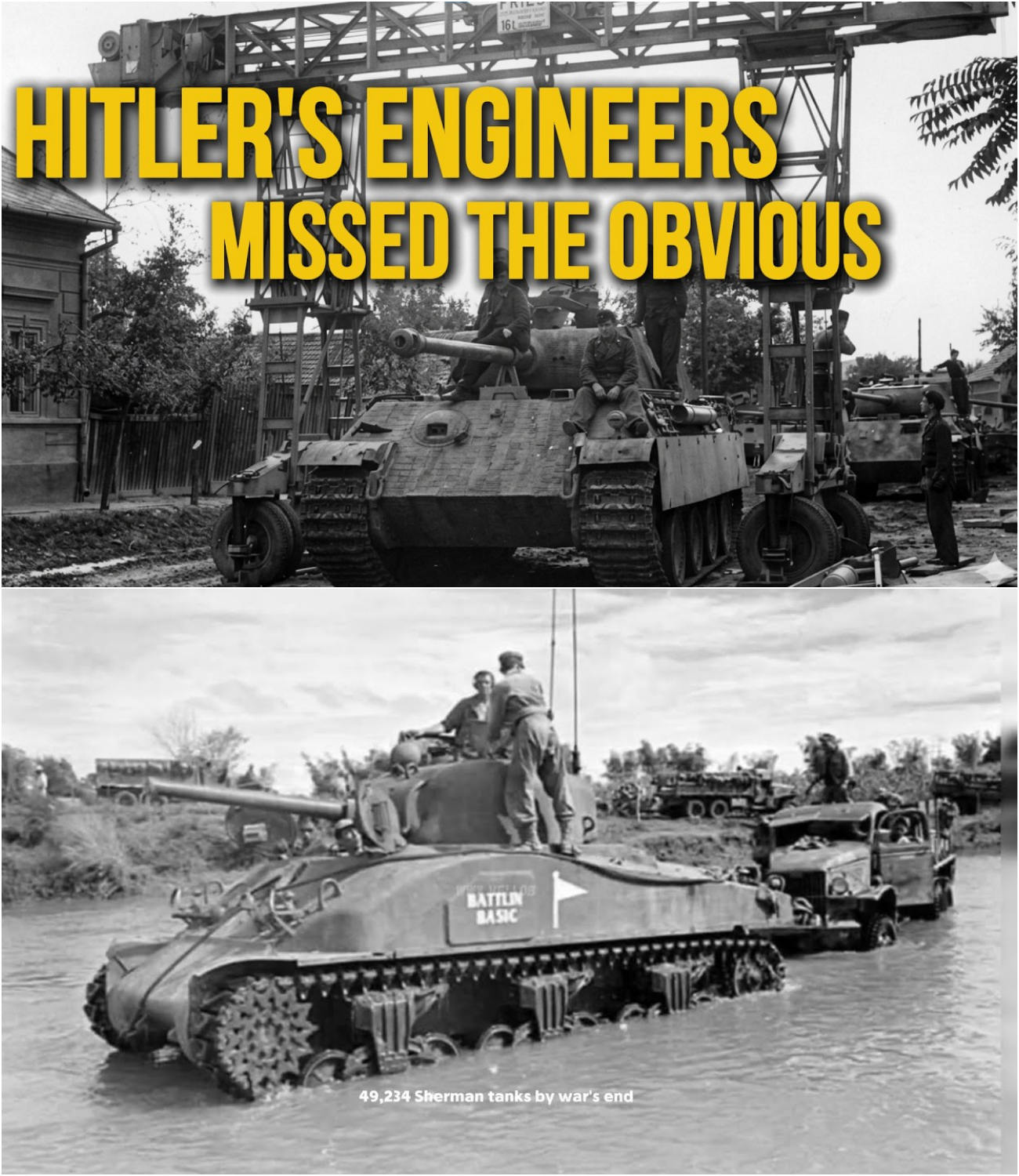
3,000 miles from Detroit. Federal Machine and Welder in Warren, Ohio. Montreal Locomotive Works in Canada. 11 plants, two countries, one continent between the farthest of them. 49,234 Sherman tanks by war’s end. Here is the number that demonstrates what Knudsen and Kahn and Hall had actually built. Four. That is how many entirely different engines from four entirely different manufacturers the Sherman’s engine bay would accept without modification.
Not with minor adjustment, without modification. The bolt patterns matched, the mounting brackets fit. The bell housing mated to the transmission input shaft. The cooling shrouds bolted up. The wiring harnesses connected. The hoses sealed. Any of four engines, any of 11 plants, any combination of the above.
That had never been done before in the history of armored vehicle production. The Continental R-975 was a nine-cylinder air-cooled radio that had started life as an aircraft engine, the Wright J6 Whirlwind of 1928. Producing 400 horsepower at 2,400 revolutions per minute, it went into the M4 and M4A1. Continental built over 53,000 of them for armored vehicles.
The installation required adding a power shaft driven cooling fan to replace the air flow that a propeller would normally have provided. Continental had never built a tank engine before. The tolerances Knutson’s office specified ensured that the engine they built could be installed by any armored unit in any theater without a Continental engineer present.
The General Motors 6046 twin diesel was a pair of Detroit Diesel 6-71 engines yolked to a common output shaft, each keeping its own crankshaft so that either could run if the other failed. Total output, 410 gross horsepower. Total weight, just over 5,000 lb. It went into the M4A2. The Marine Corps preferred it because diesel does not flash ignite when a tank is penetrated the way gasoline does.
The Red Army received 4,963 M4A2s through Lend-Lease. A Soviet after-action report from the 5th Guards Tank Brigade dated October 23rd, 1943 concluded that compared to the T-34, the M4A2 was easier to control and more durable on long marches because the engines did not require constant adjustment. Soviet tankers who had been driving T-34s, machines of undeniable tactical brilliance maintained in part by the expectation that they would need constant attention, were describing the American engine’s consistency as a tactical advantage.
The Chrysler A57 multibank was the most improbable tank engine in history, and also the most reliable one in the Sherman family. In 1942, the army needed more engines than Continental or GM could supply. Two Chrysler engineers, Harry Wiseman and Mel Carpentier, were told to find a solution. There was no time for a new design.
They took five Plymouth automobile engines, standard 250.6 cubic inch inline six cylinders, off the civilian production line, and clustered them around a central crankcase. Five car engines, one output shaft, 30 cylinders, five carburetors, one water pump, total displacement 1,253 cubic inches, total horsepower 425.
The Aberdeen Proving Ground ran the A57 through a standard maintenance evaluation. The result, 45 maintenance hours during the test period against 110 to 143 hours for the other Sherman variants. Five repurposed passenger car engines bolted to a common shaft turned out to be the most maintenance efficient power plant in the entire Sherman program.
The Ford GAA V8 was an accident of procurement history. Ford had been developing a V12 aircraft engine in 1940, hoping to win an Army Air Corps contract. The contract went elsewhere. Ford had a complete, fully designed, all aluminum V12 with dual overhead camshafts and a 60° bank angle sitting in its engineering department.
The Ordnance Department asked if it could be converted to a tank engine. Ford’s engineers removed four cylinders. They kept the aluminum block, the dual overhead cams, the 60° bank. The result was the GAA, an 18-liter all-aluminum V8 producing 500 gross horsepower at 2,600 rpm. By the engineering specifications, it was a Formula 1 power plant.
Ford was building it in Detroit in 1942 and shipping it to Warren, where it dropped into the same hall that accepted the Continental, the twin diesel, and the five-car engines bolted to a shaft. Four engines. The part dropped right in every time. An anonymous American tanker quoted in an Armed Force reliability study conducted in the European theater described what this meant.
It was an easy matter to change an engine. It took little more than 4 hours. And it beat all hollow the best time for the Germans. 4 hours. That is the number Knutson’s principle produced in the field. The Panther was by almost every engineering measure the finest medium tank of the Second World War. Its 75-mm KwK 42 gun had a muzzle velocity of 935 m per second and could destroy a Sherman at 2,000 m.
A Sherman’s 75-mm gun could not reliably penetrate the Panther’s 80-mm glacis angled at 55°, which effectively doubled its resistance at any combat range. The Panther’s Zeiss optics gave its gunner targeting capability that Allied tank crews envied. It’s suspension, the interleaved road wheel system borrowed from Heinz Guderian’s insistence on thorough engineering gave it a ride quality and cross-country stability that the Sherman’s vertical volute springs could not match.
On paper, the Panther was not a fair fight. In the field between July 1943 and May 1945, the Panther spent a significant portion of its existence broken. The engine was the Maybach HL230, a 23-liter V12 that had been designed in a hurry as an enlargement of the earlier HL210, keeping the same cylinder spacing while boring out the cylinders to increase displacement.
The engineers at Maybach knew this was a marginal decision. The metal webs between adjacent combustion chambers were dangerously thin at the new bore diameter. Head gaskets burned through, not at the perimeter where a mechanic would expect to find the failure, but between the cylinders, which meant the failure mode was catastrophic rather than gradual.
Fuel lines in the engine compartment leaked raw gasoline onto exhaust manifolds. Panthers caught fire on approach marches before they had fired a shot. A British Army intelligence report from June 1944, based on interrogation of a captured Panther crewman from the 12th SS Panzer division, recorded that his battalion had been averaging 450 miles between engine failures during the Normandy fighting.
The final drive was worse. Thomas Jentz, whose book on the Panther, written with Hilary Doyle, is the definitive technical study, documented on page 147 that the final drive was the weakest component of the vehicle. It used a simple spur gear system designed, as Albert Speer acknowledged in his post-war memoir Inside the Third Reich, for a tank that was supposed to weigh 30 tons.
Hitler had ordered more armor and larger armament during the design process. By the time it entered production, the Panther weighed 48 tons. The final drive was transmitting power to a vehicle 60% heavier than it had been engineered for. French army engineers evaluating captured Panthers after the war concluded that the average fatigue life of the final drive was 150 km, barely 90 mi, before the spur gears sheared.
In March 1944, one German unit replaced final drives in 13 of 30 Panthers in a single month of operation. Not combat, operation, driving. A 43% replacement rate in ordinary use. But the deepest problem, the one that determined why the Panther could not be maintained at the same speed as the Sherman, was not the engine and not the final drive.
The deepest problem was that Germany had built the Panther the way Germany built everything, with the Facharbeiter at the center and his file in his hand. Germany had licensed the Panther design to four manufacturers, M.A.N. in Nuremberg, Daimler-Benz in Berlin-Marienfelde, Maschinenfabrik Niedersachsen Hannover, and Henschel in Kassel.
The same drawings, the same specifications, four plants building identical vehicles. Jentz spent years in the German Federal Archives at Freiburg establishing what identical actually meant in practice. Drive sprockets differed between manufacturers. The commander’s cupola changed from drum welded to cast construction at different chassis numbers at different plants.
At one number at M.A.N., at a different number at Daimler Benz, at a third number at MNH. The Schurzen, the thin side skirts that protected against hollow charge weapons, used different mounting brackets at MAN than at MNH. Turret rotation drives varied, hull machine gun ball mounts varied, exhaust shroud configurations varied.
In a 2011 interview summarizing his archival research, Jens described the pattern he had found. Each plant assembled vehicles with whatever parts were available and whatever could be most easily fitted because the factory fighter at each plant had made it his professional responsibility to make things fit.
And he had done so, and the result was a production run in which the same nominal part from one plant was not dimensionally identical to the same nominal part from another. A mechanic in a German recovery yard trying to replace a broken drive sprocket had to check the chassis number, verify the drawing number, determine which plant’s production run the replacement part came from, and then fit it by hand.
>> If he had the wrong part, the same part designation but from the wrong production batch at the wrong plant, it would not drop in. It would have to be made to fit. The factory fighter had built a magnificent individual tank. He had made it impossible to maintain in the field at scale. June 9th, 1944. Dog Green sector, Omaha Beach, Normandy.
Captain Francis F. Poppenburg of the 526th Ordnance Heavy Maintenance Company comes ashore with his detachment. Part of his company has been lost. LST 1006 was hit in the channel 2 days earlier. What remains of his unit sets up in a field behind the beach. Within 48 hours, they are working on damaged Shermans.
This is the American maintenance system in action. Not a depot 60 miles behind the lines, a mobile shop in a field 2 days after the largest amphibious landing in history, repairing the tanks that the infantry needs to break out of the beachhead. Poppenburg receives the Bronze Star. His citation reads, “Performed a heroic task in refitting, repairing, and keeping in operation badly needed tanks.
” The citation is accurate and it is insufficient. What Poppenburg’s men were doing, dropping replacement engines into damaged Shermans from crates that had crossed the Atlantic because the bolt patterns matched and the mounting brackets fit and the part dropped in, was not a heroic improvisation. It was the designed output of a system that Knutson had spent 4 years building into every contract and every plant and every supplier that wanted to build for the army.
The system had five echelons. First echelon, the crew doing daily maintenance. Second echelon, unit mechanics in the field handling minor repairs. Third echelon, the divisional ordnance company operating mobile shops capable of engine and transmission replacement. Fourth echelon, the heavy maintenance battalion handling complete rebuilds and major structural repair.
Fifth echelon, depot level work back in England or in the United States. At every echelon, the principle was the same. The part fits. You do not file it. You do not tap it. You verify it passes the gauge and you bolt it down. The German system had equivalent levels of maintenance support. German panzer mechanics were skilled, dedicated, and capable of extraordinary field repairs under difficult conditions.
But the work they were asked to do, fitting parts that did not interchange, sourcing replacements that were specific to chassis numbers and production batches, hand adjusting components that should have seated directly, took time. 16 hours for an engine swap under ideal conditions, with the turret removed and a factory crane available.
In the field, without the crane, without the right parts, without the right chassis number in the replacement crate, it took longer. Often it could not be done at all. The Panther that broke its final drive on the road to Bastogne in December 1944 stayed on the road to Bastogne. The Sherman that threw an engine in a Normandy field in June 1944 was back in service in 4 hours.
Multiply that difference across two armored forces sustaining losses at campaign tempo, and you have a number that does not appear in any kill ratio analysis, but that determined the outcome of every major armored engagement on the Western Front after July 1944. The Americans had more tanks because they could return more tanks to service, not because they built more, though they built far more, but because the ones they had kept running.
April 30th, 1945, Bergen, Norway. U-2511 slips her lines in the evening darkness. She is a Type 21 U-boat, the most advanced submarine ever built, the vessel that was supposed to resurrect the Battle of the Atlantic and change the course of the war. She is one of 119 Type 21s commissioned by the Kriegsmarine.
She is the only one that ever sails in operational war patrol. Her captain is Korvettenkapitän Adalbert Schnee, one of the most experienced submarine commanders in the German Navy. Four days later, with the ceasefire order received, she returns to Bergen. She has not fired a torpedo. The other 118 Type 21s are at their docks. They are not seaworthy.
Albert Speer had looked at Kaiser’s Liberty ship production and understood, correctly, that the principle could be applied to submarines. Prefabricate sections at inland factories. Transport the sections to final assembly yards. Weld them together. Achieve production rates that traditional slipway construction could never approach.
He appointed Otto Merker to run the program. Merker ran a truck factory. He had never built a ship. He was chosen because he was a production man. Merker divided the Type 21 into eight prefabricated hull sections to be built by 32 subcontractor firms and assembled at Blohm + Voss in Hamburg, Deutsche Werke in Bremen, and Schichau in Danzig.
The chief naval architect, Friedrich Schürer, asked for a prototype first. He wanted to discover the engineering problems before committing to series production. His request was overruled. The schedule did not permit a prototype. The first Type 21 went straight from the drawing office into production at 32 factories that had never built submarines.
Marcus Jones, writing in the Naval War College Review, documented what happened. Hull sections arrived at the assembly yards with dimensional deviations of up to 3 cm, not 3 mm, 3 cm. More than an inch of deviation on a pressure hull that had to withstand 200 m of seawater. The sections had to be cut apart and rebuilt at the assembly yards.
The labor saved by parallel prefabrication was consumed by the reconstruction required to make the sections fit. Pressure testing revealed weld defects that were potentially lethal, the result of construction methods unfamiliar to facilities that had been building structural steel for buildings and bridges, not submarines. Why did the sections not fit? Because there was no Knutson, no central tolerance authority, no hardened steel gauges defining what acceptable meant.
Each of the 32 subcontractors decided for itself what close enough was. The Facharbeiter at each plant made his sections as well as his skill permitted. And his skill, in the context of structural steel fabrication, was genuinely excellent. But submarine construction required tolerances that structural steel fabrication had never needed to meet.
And there was no gauge system telling each worker whether his section met those tolerances or not. The Liberty ship floated because Kaiser had applied Hall’s principle. The Type 21 sank, figuratively, before it was ever launched because Germany had not. One senior German naval engineer, interviewed after the war by the United States Naval Technical Mission in Europe, estimated that each Type 21 had consumed armament steel equivalent to 30 German Army tanks, 119 submarines, the equivalent of 3,570 tanks, none of them operational.
Here is what the forensic record shows when you line up all the evidence. John Hall spent 20 years at Harpers Ferry building gauges. The gauges defined what interchangeable meant. The American system of manufacturing, built on Hall’s principle across a century, produced a culture in which a part that did not pass the gauge was a defective part, not a part that needed adjustment.
Knudsen took that culture into the Detroit Tank Arsenal in 1940. He took it into every contract and every plant and every supplier in the American war production network. He enforced it with a dollar salary and a habit of confiscating files. The result was a tank with four different engines that all dropped into the same hole.
A ship built in four days. A maintenance system that returned a damaged Sherman to service in four hours. And the submarine program, Germany’s attempt to copy the method that produced 119 boats of which one completed a war patrol and none fired a torpedo. Was the Sherman a better tank than the Panther? By almost every measure that engineers used to evaluate tanks, no.
The Panther’s gun was longer. Its armor was thicker. Its optics were superior. Its kill ratio in individual engagements, when both vehicles were operational, favored the German side. But the Panther that was not operational because its final drive had failed after 150 km, was not in the kill ratio calculation.
The Sherman that was back in service after a four-hour engine swap was. Germany built the better tank. America built the better part number. And in a war decided not by the outcome of individual duels, but by the sustained operational availability of armor across months of campaign fighting, the better part number one.
The German mechanic who opened the engine deck of a knocked-out Sherman and was handed a crate from Detroit did not need his file. He did not need his caliper. He did not need to verify the chassis number or the drawing number or the production batch. He bolted it down. It dropped right in. Wars are won by those who understand that industrial conflict is not a contest of craftsmanship.
It is a contest of systems. The side with the better system, the gauges, the tolerances, the discipline of discarding parts that fail instead of fitting them to work, will outlast the side with the better craftsman. America had the system. Germany had the craftsman. The verdict was written at Harpers Ferry in 1824. It was executed in Normandy in 1944.
The 20 years John Hall spent building gauges decided the Second World War.
Disclaimer : This content may be created by AI for entertainment purposes. Any resemblance to real persons, events, or places is coincidental.